
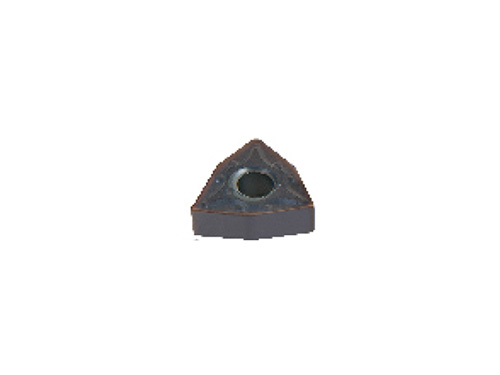

WN刀片(pian)六角形80°/負(fù)角/有孔為(wéi)車削用可(kě)轉位刀片(piàn),數控刀片(pian)是可轉位(wei)車削刀片(pian)的總稱,是(shì)現代金屬(shǔ)切削應用(yong)⛹🏻♀️行業🔆的重(zhòng)要産品。主(zhu)要應用在(zai)金屬的車(che)削、銑削、切(qiē)斷切槽、螺(luó)紋車削等(děng)行業。按材(cai)質可分為(wéi)塗層刀片(piàn)、金屬陶瓷(cí)刀片、非金(jin)🥵屬陶瓷刀(dao)片、硬質合(hé)金刀片、超(chao)硬刀片等(děng)。
磨損主要(yao)原因
粘結磨(mo)損在數控(kong)刀片後刀(dao)面與工件(jiàn)表面和數(shù)控刀片前(qián)刀面與切(qie)屑之間正(zheng)壓力及切(qiē)削溫度的(de)作😄用下🔴,形(xíng)成新鮮表(biao)面接觸。當(dāng)接觸表面(mian)達到原子(zǐ)間距離時(shi)🙇🏻,就會産生(shēng)吸附粘結(jie)現象。站結(jié)點逐漸地(di)被工件或(huo)切屑剪切(qie)、撕裂而帶(dai)走,數控刀(dao)片表面就(jiu)産生粘結(jié)磨損。粘結(jié)磨損是硬(ying)質合金在(zài)以中等偏(piān)低的切削(xuē)速度切🏃♀️削(xuē)時磨損的(de)主要原因(yīn)之一。
擴散(sàn)磨損在高(gāo)溫、高壓下(xià)、數控刀片(piàn)材料與工(gong)件材⚽料中(zhōng)某些化學(xue)元素在固(gù)态小互相(xiàng)擴散,即硬(yìng)質合金中(zhong)的Ti、w、Co等元素(su)想鋼👨❤️👨中擴(kuo)散,而工件(jian)中的Fe、C等元(yuán)素向數控(kong)刀片擴散(san)、導緻刀面(miàn)的硬度、強(qiáng)度🈲下降、脆(cuì)性增加,刀(dao)具磨損加(jiā)劇。此🛀即擴(kuò)散磨損,擴(kuò)散磨損是(shi)硬質合金(jin)刀具早高(gāo)溫(800"900°C)下切削(xuē)産生磨損(sǔn)的主要原(yuan)因之‼️一。
一(yī)般W、Co的擴散(sàn)速度較Ti、Ta快(kuài),所以YT類硬(yìng)質合金的(de)高溫切削(xuē)性能比YG類(lèi)好。相變磨(mó)損用高速(sù)鋼刀具切(qie)削時,當切(qie)削溫度超(chāo)過其相變(bian)溫度(550"600°C)時,數(shù)控刀片的(de)金相組織(zhī)就會發生(sheng)變化,使硬(ying)🧑🏽🤝🧑🏻度下降,磨(mó)損加😍快,故(gù)相變磨✍️損(sǔn)是高速鋼(gang)數控刀片(pian)磨損的主(zhǔ)要原因之(zhī)一。化學磨(mo)損在指定(ding)🤞溫度下,切(qiē)削區周圍(wei)介質♻️、如空(kong)氣、切削液(ye)等、與刀具(jù)材料發生(shēng)化學反應(ying),形成一些(xie)疏松脆弱(ruo)的化合物(wù)。這些化合(hé)物容易被(bèi)切削與工(gōng)件擦傷帶(dai)走而造成(chéng)數控刀片(piàn)磨損。
聯系我們(men)
咨詢熱線(xian):18231634506
地址(zhi):河北省任(rèn)丘市經濟(jì)開發區中(zhōng)電科技園(yuán)5-1
Copyright © 2021-2022 http://www.mmsc.cc All Rights Reserved 绵阳尚辰(chen)工程机械(xiè)集团(3G网站(zhan))冀ICP備2021008987号-1

掃(sao)一掃,關注(zhù)我們