産品系列(lie)
![]()
信息動态(tai)
MORE
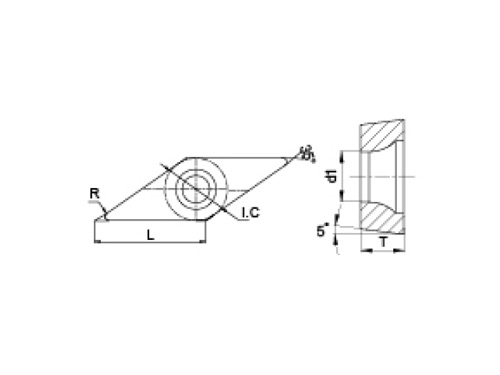

使用VB刀片(pian)菱形35°/正角(jiǎo)/有孔,要注(zhù)意不能出(chū)現打刀等(deng)不🌍正常現(xian)象。
1.車削時(shí)可轉位刀(dao)片如果出(chu)現因振動(dong)而造成刀(dāo)片松動而(ér)打刀,這時(shí)我們應該(gai)檢查刀片(piàn)是否夾緊(jǐn)、夾緊元件(jian)是否變🌈形(xing),或刀片尺(chǐ)寸誤差太(tài)大、刀片質(zhì)量太差所(suǒ)緻。可以通(tōng)過重🔴新夾(jia)緊刀片(夾(jiá)緊力要适(shi)當)、換夾緊(jin)元件、換刀(dao)片⛷️加以解(jie)決。
2.如果出(chū)現刀尖打(da)刀,則應檢(jiǎn)查刀片刀(dao)尖底面與(yu)刀墊間📐是(shì)否✊有間隙(xì),夾緊時有(yǒu)無刀片擡(tái)高現象,刀(dao)片材質的(de)抗彎強度(dù)是否過低(dī)等。相應的(de)通過重新(xīn)裝夾刀片(piàn),注意刀🔴片(pian)底面的貼(tie)緊❗,換刀片(pian)🔆的刀墊或(huò)刀杆等,以(yǐ)及💯換用抗(kang)彎強度較(jiào)高的刀片(pian)加以解決(jué)。
4.如果(guo)切削時刀(dāo)尖處冒火(huo)星,表明刀(dāo)具已經嚴(yán)重磨損,刀(dao)尖或切削(xuē)刃工作部(bù)分有缺口(kou)甚至崩刃(rèn),也可能是(shi)切削速度(du)過高所緻(zhì)。因此,應換(huan)切削刃或(huo)刀片,适當(dāng)調整切削(xue)👌速度。
5.切削(xue)時如果刀(dāo)片表層有(you)剝離現象(xiang),對于使用(yong)冷卻液的(de)⛹🏻♀️刀💋片材料(liào),則應增大(dà)切削液的(de)流量,并在(zài)開始切削(xue)前就開始(shǐ)澆注直至(zhi)刀具退出(chu);對于不宜(yi)使用切削(xuē)液💋的高硬(yìng)度刀片♋材(cai)料,就應不(bu)使用切削(xue)液,進♈行幹(gan)切削。總之(zhi),切削🐉液供(gòng)給不🤟充分(fèn)是不合适(shì)的。如果是(shì)刀片質👨❤️👨量(liang)不佳,則應(yīng)換刀片。
聯(lian)系我們
咨(zi)詢熱線:18231634506
聯(lián)系人:李經(jing)理
Copyright © 2021-2022 http://www.mmsc.cc All Rights Reserved 绵阳尚辰工程机械集团(3G网站)冀(jì)ICP備2021008987号-1

掃一(yi)掃,關注我(wo)們